
最新资讯
异形筘与管道片及供气系统[复制链接]
1.异形筘与管道片
异形筘(reed with weft tunnel)与管道片(confuser)能形成限制射流扩散的引纬通道,但两者形状与性能差异很大,导致了适应性不同。

异形筘结构与引纬过程如图2-17所示。每一筘片前部有突起的凹口,由许多异形筘片按一定的间隙扎制成形后,前面形成一条通道,称为筘槽。如图2-17(1)所示,引纬时,筘槽在梭口中央作为引导纬丝与气流的通道。与普通筘一样,异形筘具有决定经丝排列位置和把纬丝打进织口的功能,如图2-17(2)所示,打纬时,打纬点在筘槽底部。
图2-17 异形筘结构与引纬过程
管道片结构与引纬过程如图2-18所示。管道片有多种形状与结构,如图2-18(1)所示为脱丝槽封闭式管道片,引纬时,弹簧1将管道片的脱丝槽关闭,以防止射流扩散;如图2-18(2)所示为脱丝槽开放式管道片,管道片上方敞开着一条脱丝槽。
图2-18 管道片结构与引纬过程
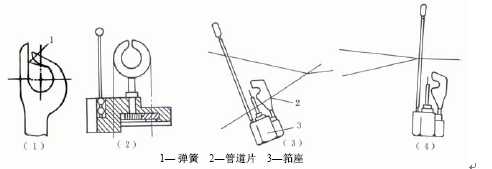
管道片喷气引纬仍使用普通钢筘(ordinary reed)进行打纬,由许多管道片按一定的间隙扎制成的通道用于引导纬丝与气流的通道。如图2-18(3)所示,引纬时,管道片2随筘座3运动进入梭口,引导纬丝与气流。如图2-18(4)所示,打纬时,管道片2随筘座3运动退出梭口。
管道片喷气引纬对射流有较好的约束,因此压缩空气消耗量少,同时,由于采用普通钢筘,有利于品种翻改,适宜于小批量、多品种的织物加工。但是,经丝要经受钢筘和管道片的双重磨损,不利于加工长丝类细线密度高经密的高档织物。而异形筘对经丝的磨损与普通钢筘相同,织造长丝类细线密度高经密的高档织物产品质量好,并且,能实现引纬高速化。因此,异形筘喷气引纬得到了广泛的应用。
2.供气系统
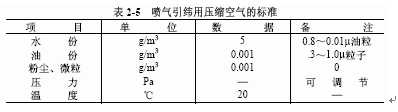
喷气引纬使用的压缩空气必须是无水、无油,满足喷气引纬压力和温度要求的洁净空气,喷气引纬用压缩空气的标准如表2-5所示。压缩空气中过量的水分、油分和杂质对引纬系统及供气管道会造成严重危害:机器及供气管道锈蚀;供气管道等粘着灰尘等异物,使管内空气阻力增加,压力损失增加,严重时会逐渐堵塞辅助喷嘴的出气小孔或使阀门失灵,影响喷气引纬的正常进行;污染钢筘,使引纬状态恶化,引纬效率下降,影响织物质量。过量的油分还会污染织物,影响工作环境。
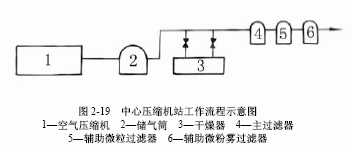
制备上述高质量的压缩空气使用中心压缩机站,中心压缩机站工作流程示意图如图2-19所示。空气压缩机1将空气加压到喷气引纬要求的压力,压入储气筒2,空气在压缩过程中被加热,大量的水分凝结为冷凝水,有储气筒2的排水管排出。储气筒2内的压缩空气经冷冻干燥器3冷却,同时排出水分,然后经过滤器4除去气状水分、油和杂质,以满足引纬要求的压缩空气供应给喷气织机使用。使用无油型空气压缩机可以不使用辅助过滤器,或只使用辅助微粒过滤器。
储气筒2稳定供气压力,在规定的时间提供给主喷嘴、辅助喷嘴、吸纬喷嘴等需要压缩空气工作的装置。喷气引纬的供气系统如图2-20所示。
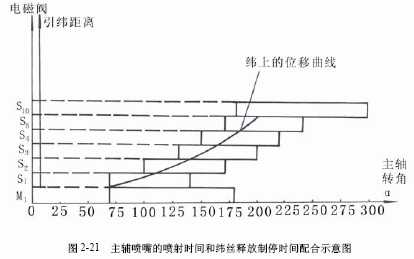
主喷嘴3、4的压缩空气由两部分供应:储气筒(air storage tank)T1通过电磁阀M向主喷嘴间断地供应压力较高的压缩空气,用于引纬;储气筒T5的压缩空气经低压调压阀V1后,以较低的压力持续地向主喷嘴供应,使主喷嘴始终保持着较弱的射流,控制主喷嘴内的纬丝头端,并辅助操作工作纬丝引线头的工作。储气筒T2、T3的压缩空气经电磁阀S1、S2、??S9供应给分组的辅助喷嘴5,每2~4只辅助喷嘴被分成一组,由一只电磁阀控制它们的喷射时间。位于出梭口处辅助喷嘴的供气压力大于进梭口处辅
1—电脑控制中心 2—储纬器 3、4—主喷嘴 5—辅助喷嘴 6—异形筘 7—吸纬喷嘴
8—纬丝测长传感器 9—探纬传感器 T1,T2,T5—储气筒 M—电磁阀
V1,V2,?V5—调压阀 S1,S2,?S10—电磁阀
助喷嘴的供气压力,即储气筒T3的供气压力大于储气筒T2的供气压力,增加后期引纬的作用力,并节约压缩空气的消耗量。也有一些喷气引纬的辅助喷嘴只使用一只储气筒。储气筒T4的压缩空气经电磁阀S10供应给吸纬喷嘴7,其供气压力大于主喷嘴和辅助喷嘴,由调压阀V2控制。
大小:0KB
所需积分: 0点



