
最新资讯
动态变结构控制策略在经编机高速电子横移中[复制链接]
随着计算机技术及自动控制技术在经编机生产系统中的深入应用,以及多样化小批量生产及个性化消费需求的市场特征日益明显,经编机的全电脑化进程在技术和市场的双重支持下迅速推进,在送经、牵拉、横移等主要结构上先后摆脱了全机械式传动的束缚,在新产品开发及生产效率提高方面表现出了明显优势。但是,在提供极大灵活性的同时,由于电子横移机构高速化这一技术难关依然没能彻底突破,因此对于大批量生产类订单的高速化生产,却又成为全电脑经编机的一个软肋。
国外最早出现的经编机高速电子横移驱动采用直线圆筒式伺服,利用直线电动机的高精度和高刚性特征去实现梳栉的高精度和高响应横移运动,但由于直线伺服电动机高昂的价格和较低的性价比,目前针对对高速电子横移的研究主要集中在旋转型伺服电动机上。夏风林和孟建军分别从理论方面分析了梳栉最佳的运动规律,李永虎对梳栉横移的位置控制进行了响应分析,殷明月和秦文对梳栉横移的速度控制进行了模型分析并提出了速度前馈的控制算法。本文将在分析位置控制和速度控制这两种单一控制结构优缺点的基础上,结合具体的垫纱工艺和生产速度,利用位置控制和速度控制各自的优势特征并灵活组合,对横移驱动的实时控制采用动态变结构控制策略,以满足经编机高速化生产时高精度和高响应的双目标约束控制要求。
1 高速电子横移控制要求描述
在经编机主轴的每一个360°成圈周期内,导纱梳栉需要配合成圈机构先后两次穿越槽针平面到达针前和针背,并完成具体的垫纱工艺在针前和针背指定方向上指定行程的横向垫纱位移。为避免在穿越槽针平面时发生机械擦撞,要求导纱梳栉的垫纱运动在槽针平面两侧必须完成,在穿越过程中严禁横向移动,因此导纱梳栉在主轴的一个旋转周期内就表现为“运动-静止-运动-静止”的频繁启停运动。
当机器主轴转速迅速上升时,导纱梳栉要引导纱线完成垫纱且保证穿越槽针时不发生机械擦撞,梳栉驱动电动机必须在特定时间内快速完成横移运动并保持静止,而这一特定时间就是由针前和针背允许横移角度宽度决定的。对于拉舍尔型经编机,最小针前横移角度为60°,而对于特里科HKS4型经编机最小针前横移角度只有38°,若主轴以2000r/m开机,HKS4机型的最小针前横移允许时间只有3.5ms,要在如此短的时间内完成指定距离的位移,梳栉驱动电动机的加速度需要达到10个重力加速度以上。
同时,随着经编机机号从E22不断上升到E50,针间距由1.154mm下降为0.508mm,针间距以及容纱间隙急剧减小,导纱梳栉相同的位移误差量对不同机号产生的影响已完全不同。对于E22机型针距3%的位移偏差,却上升为E50机型针距的7%,已经大大超出了5%的经验允许误差范围,即意味着E22机型允许的误差量,会使得E50机型上的导纱针与槽针擦撞而导致无法开机。
可见,随着机速和机号的同步提高,系统对高速电子横移的运动也提出了一对相互冲突的约束要求:高响应的速度控制和高精度的位移定位。
2 电子横移的基本控制结构
2.1 伺服驱动基本控制结构
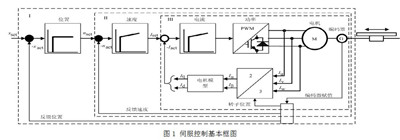
随着交流伺服的性能日益完善和价格的逐步下降,伺服电动机已成为电子横移机构的基本驱动单元。作为智能型新一代控制器,伺服单元拥有自身独特的位置、速度和转矩三层全闭环控制功能,可针对不同的控制要求采取不同层次的控制结构。伺服驱动基本控制结构框图如图1所示。
2.2 位置控制
在采用位置控制的经编机电子横移控制系统中,其闭环结构如图1中虚框I所示。在进行梳栉横移定位时,外部控制单元会把每次横移的垫纱数码转换成对应的脉冲序列,作为梳栉驱动电动机的位置指令(图1中的Xset)输入驱动器,驱动器根据编码器反馈来的梳栉的实际位移量(图1中的-Xact)完成偏差控制,借助伺服驱动器内部自建的三层闭环控制,在运动结束时总可以保证设定值与反馈值的偏差在±1个脉冲,轻松实现精确定位。
高精度的位置控制,是基于驱动器内部位置、速度、电流三层闭环的复杂运算,目前高性能的伺服驱动器内部电流环刷新周期最小可做到32.5us,但位置环最小控制周期也在250us以上,这种长耗时的复杂矢量计算严重增加了输出与输入间的延迟,大大削弱了位置控制结构中系统的快速响应性能。
因此,基于位置控制结构的电子横移系统难以满足对响应速度要求苛刻的高速经编机,但由于其系统架构简单,容易实现,成本较低,目前在转速较低的多梳花边机上应用较多。
2.3 速度控制
基本的速度闭环控制如图1中虚框II所示,由于只包含速度环和电流环,不含位置负反馈,伺服驱动单元运算速度快,电动机的实际速度(图1中的nact)可以快速响应并稳定跟随速度给定值(图1中的nset)。由于速度闭环难以保证精确的位移跟踪,似乎这种控制结构无法直接应用到经编机的电子横移控制上,但文献6却提出可以依据梳栉的目标位移量,即垫纱数码值,预先依据目标位移进行驱动电动机的速度曲线规划,利用速度闭环下实际速度与设定速度高响应性跟随这一特征,让梳栉驱动电动机紧密跟随速度曲线规划,从而在保证系统高响应特性的同时,又实现了指定的位移控制。
在速度控制结构中,速度实际值与设定值之间的稳定跟随,是依赖速度闭环PID调节器来完成的。但对于经编机梳栉高速横移时“运动-静止-运动-静止”的独特运动形式,且每次运动的允许时间都在毫秒级别,故梳栉驱动电动机实际上并没有一个稳定的转速值而一直处于频繁加减速状态,因此为保证加减速状态下电动机速度也能紧密跟随,必须加大PID调节器的响应参数值。但是,采用这一措施的直接后果是:梳栉在高速横移运动结束段,即驱动电动机在大加速度值的减速停止阶段表现出明显的超调和震荡,系统的位置定位精度急剧下降,而此时导纱针即将进入槽针平面,极易造成导纱梳栉在穿越槽针平面时发生擦撞,因此,此控制结构多用在低机号的高速经编电子横移系统中。
2.4结构控制
基于对采用单一控制结构的经编机电子横移系统的特征分析可知,位置控制结构定位精度高,但动作响应迟缓,而速度控制结构动作响应快,但定位精度差,因此要同时满足经编机高速电子横移高精度定位和高响应速度的双重控制要求,就必须得充分利用两者各自的优势特征,合理组合位置控制和速度控制,实时改变系统的控制结构,才能达到预期的控制效果。
3.1 变结构控制策略
在经编机电子横移的某次运动控制中,梳栉的目标位移量s由该次横移垫纱数码n决定,动作允许时间t由该次横移允许角度宽度θ和主轴转速v决定,如果用横移平均速度V来衡量该次运动的响应要求,则其表达式如式1所示:
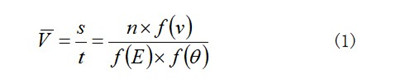
式1中n为单针距的整数倍数,f(E)为机型E的单针距转换成电动机脉冲数的函数。由式1可知,对于指定机型具体机台上的某一次横移运动,f(E)和f(θ)均为常值,其响应要求与该次横移距离f(n)和主轴转速f(v)直接相关,故式1可进一步简化成式2,并依据式2提出变结构控制策略Q,如式3:
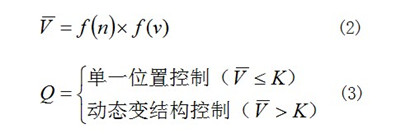
控制策略Q可解释为:当某次横移运动的响应要求超过阈值K,则实施动态变结构控制,即在横移运动初期采用速度控制,在运动中后期采用位置控制;若该次横移运动的响应要求较低,小于阈值K,为保证定位精度,则采用常规单一位置控制结构。阈值K为针对机台具体工况取值。
3.2变结构控制过程
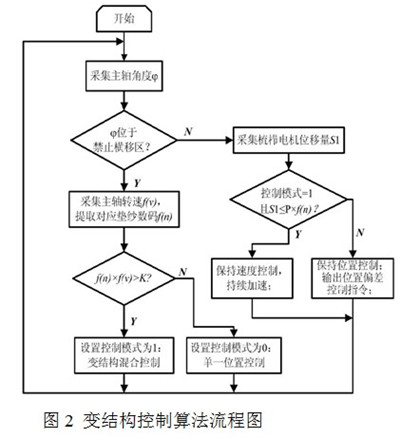
由横移运动响应要求表达式2可知,若机器转速f(v)过高,或单次横移针距f(n)过大,或二者的代数积较大,都会使得该次横移运动的响应要求超过阈值K,此时即可开始采用变结构控制策略。具体控制过程可分为如下三个阶段:
高响应启动阶段:为保证系统能以最快的速度响应,在运动的启动阶段位置环开环,系统以较大加速度加速,当加速至目标位移S的设定百分比P%时,结束速度控制,系统结构实时切换至位置控制。
控制结构调整阶段:虽然此阶段在控制算法上并不存在,但由于控制结构切换后伺服电动机立即处于反向加速,在极短的时间内电动机速度调整幅度较大,导纱针运动变化剧烈,为更好地分析此时导纱针的运动状态,及其对系统控制效果的影响,特命其为过渡调整阶段。
当系统的控制结构从速度控制切换至位置控制时,伺服电动机的加速度发生突变,电动机转速随之必然发生较大的超调,导纱梳栉也会出现震颤。即便如此,由于比例值P%远小于1,且此时导纱针为远离槽针平面运动状态,速度的超调并没有引起总位移的超调,因此通过设定合适的比例值P%,使得此时导纱梳栉在空间上位于距离槽针平面的最远点上,即可最大程度地避免因控制结构切换所带来的不利影响。
高精度定位停止阶段:在历经高响应快速启动的速度控制阶段之后,位置环闭合,系统以完成目标位移量S为控制目标,在横移运动的中后期,控制单元直接依据位置闭环反馈值来引导伺服电动机,在较低的加速度下实施精确的位置闭环控制。
3.3 变结构控制算法流程
根据变结构控制策略Q,在基于TMS320F2812的DSP控制板上编写相应控制算法,利用伺服驱动器的位置/速度混合控制模式,可轻易搭建经编机电子横移的变结构控制硬件平台。变结构控制算法流程如图2所示。
3.4 变结构控制动态分析
利用动态变结构控制策略,使用测试工艺1-0/7-8,在主轴转速1100r/m时,抓取HKS4的GB1横移驱动电动机的速度时间曲线如图3所示。导纱梳栉横移驱动电动机采用日本三菱J3系列超低惯量750W机型。图3中的4个波峰分别对应针前的±1针距和针背的±7针距,其运行时间分别约为5.5ms和30ms。从图中可以明显看出,由于主轴转速f(v)较高,在每次横移运动中,程序自动采用了实时变结构控制策略。在每个波峰的前沿,即横移运动的启动阶段,由于采用的是速度控制结构,梳栉驱动电动机速度曲线陡,加速度大,系统响应非常迅速,而在横移的后期,由于采用了位置控制结构,速度曲线缓慢光滑下降,最后电机在指定的时间内完成指定位移而精确定位停车。
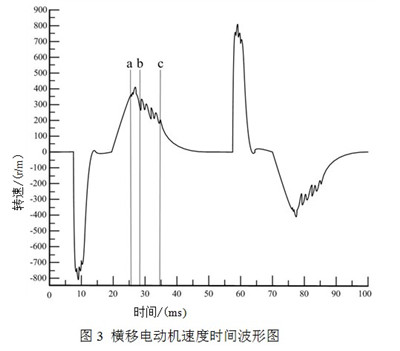
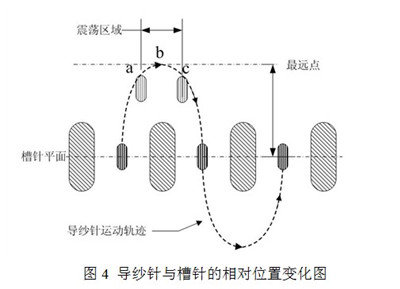
最需要关注的是在速度控制向位置控制切换的过渡阶段,电机的速度出现了明显的震荡起伏,这是因为在切换系统的控制模式前,因持续的大加速度加速带来的难以消除的超调和震荡。为防止这种明显的速度波动引起导纱梳栉与槽针之间发生擦撞,实验程序中选择了比例值P%为40%。P值的选取原则,可用导纱针与槽针的相对位置变化图4来加以说明。通过选择合适的P%值,可使得电动机在图4中的a点进行控制结构切换,即让电动机的加速度突变发生在a点,由于此时导纱针的运动方向为远离槽针平面(图4中的ab段),等到电动机速度开始出现明显震荡时,导纱针已运动至目标位移量的50%附近,借助成圈机件的摆动凸轮机构,此时导纱针恰好位于距槽针的空间最远点上(图4中的b点)。也就是说,选择合适的P值,可让震荡发生在导纱针与槽针平面相距较远的ac段内,因此二者不易发生擦撞,从而有效避免系统控制结构切换时的不利因素。
利用速度控制进行高频响应加速启动,利用位置控制高精度定位停车,中间虽有速度震荡的过渡阶段,但从最终的控制效果来看,实时组合速度控制和位置控制的变结构控制策略,通过合适的参数选取能有效回避不利因素,并在指定的时间内快速精确完成指定位移,很好地满足了系统对高速响应和高精度定位的双目标约束。
结论
1)利用速度控制结构的高响应特征,和位置控制结构的精确定位特征,在横移运动的启动阶段使用速度控制,在横移运动的中后期使用位置控制,可以组合出合理的变结构控制策略,同时兼顾系统对响应速度和位移定位的控制要求。
2)动态变结构控制策略所对应的物理表述为:利用速度控制结构的高频响应性能启动梳栉横移,利用位置控制的精确定位性能停止梳栉横移。
3)动态变结构控制策略中合理划分位移比例的目的,是为了将速度控制结束时难以避免的超调和震荡,提早到导纱针平面与槽针平面距离最远的空间点上结束,以使得随后梳栉驱动电动机可以较小的加速度精确定位停车,此亦为成功实施动态变结构控制策略的关键。
大小:0KB
所需积分: 0点



